一、机器视觉概况
(一)什么是机器视觉
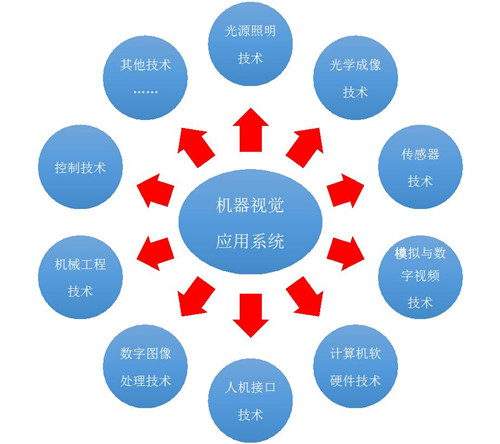
机器视觉是一门涉及人工智能、计算机科学、图像处理、模式识别等诸多领域的交叉学科。主要用计算机软件来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并最终用于实际检测、测量和控制。
图表1 机器视觉涉及到的技术
机器视觉技术最大的特点是速度快、信息量大、功能多。机器视觉系统主要由图像的获取、图像的处理和分析、输出或显示三部分组成。
图表2 机器视觉系统示意图
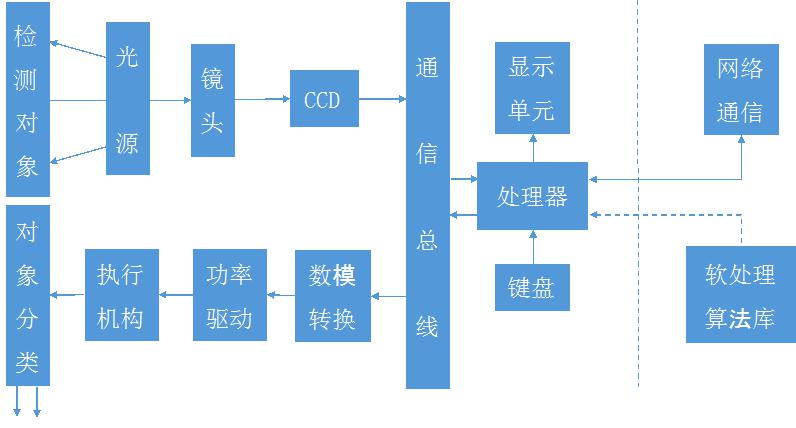
资料来源:华泰证券研究所
(二)机器视觉系统工作原理
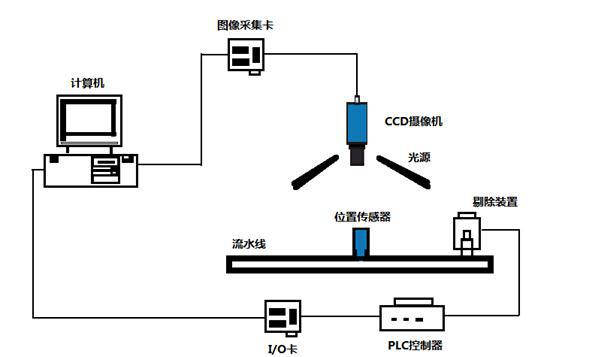
机器视觉系统采用相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算而抽取目标的特征,如面积、数量、位置、长度等,再根据预设的允许度和其他条件输出结果,实现测量检测、引导定位、自动识别等功能。图表3 机器视觉系统工作原理示意图
二、机器视觉系统构成
(一)光源
一个合适的光源是机器视觉系统正常运行的必备条件。使用光源的目的是将被测物体与背景尽量明显分别,获得高品质、高对比度的图像。
光源主要分为三种,高频荧光灯、卤素灯和LED光源,三者中LED光源相对高频荧光灯和卤素灯,具有更高的性价比。
图表4 机器视觉主要光源对比
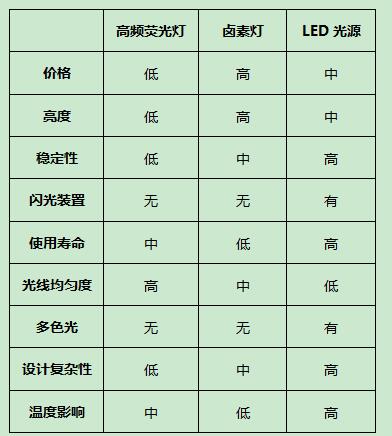
资料来源:电子发烧友,华泰证券研究所
(二)镜头
尽管照相机、分析软件和照明对于机器视觉系统都是十分重要的,可能最关键的元件还是工业相机镜头。当为控制系统选择镜头的时候,机器视觉系统集成商需考虑四个主要因素:可以检测的物体类别和特性、景深或焦距、加载和检测距离、运行环境。(三)相机
机器视觉相机的目的是将通过镜头投影到传感器的图像传送到能够储存、分析和/或显示的机器设备上。按照芯片类型可以分为CCD相机和CMOS相机。
CCD和CMOS是现在普遍采用的两种图像工艺技术,它们之间的主要差异在于传送方式的不同,二者的性能方面也有很大区别:
1、噪声差异
由于CMOS的每个感光二极管都需要搭配一个放大器,而CCD只需要一个放大器放在芯片边缘,与CMOS相比,它的噪声相对减少很多,大大提高了图像品质。
2、耗电量差异
CCD的耗电量远远高出CMOS,根据计算CMOS的耗电量仅是 CCD的1/8~1/10。
3、分辨率差异
读取信号时,CMOS是点直接读取信号,CCD则是行间接读取信号,因此在像素尺寸相同的情况下,CMOS的灵敏度要低于CCD。
4、成本差异
由于CMOS与现有的集成电路生产工艺大致相同,可以一次全部整合周边设施到传感器芯片中,而CCD采用电荷传递的方式输出数据,只要其中有一个像素传送出现故障,就会导致一整排的数据无法正常传送。因此,CCD的制造成本就相对高于CMOS传感器。
(四)图像采集卡
在机器视觉检测系统中,图像采集卡是机器视觉系统中的一个重要部件,它是图像采集部分和图像处理部分的接口。一般具有以下的功能模块:
1、图像信号的接收与A/D转换模块
该模块负责图像信号的放大与数字化。有用于彩色或黑白图像的采集卡。
2、摄像机控制输入输出接口
主要负责协调摄像机进行同步或实现异步重臵拍照、定时拍照等。
3、总线接口
负责通过PC机内部总线高速输出数字数据,一般是PCI接口,传输速率可高达130Mbps,完全能胜任高精度图像的实时传输。
(五)图像处理软件
用软件对图像进行处理的过程,是整个机器视觉技术的核心,只有在软件将采集到的图像数据化以后,机器才能进行识别和检测等功能。机器视觉图像处理软件的选择,决定着检测算法的准确性。
机器视觉企业之间的竞争,说到底就是算法准确性的竞争,因此每个企业都会投入很多的资源对核心软件进行开发。国内这方面比较出色的机器视觉软件,例如维视图像的MVIPS图像处理软件,应用比较广泛。
三、机器视觉产业链
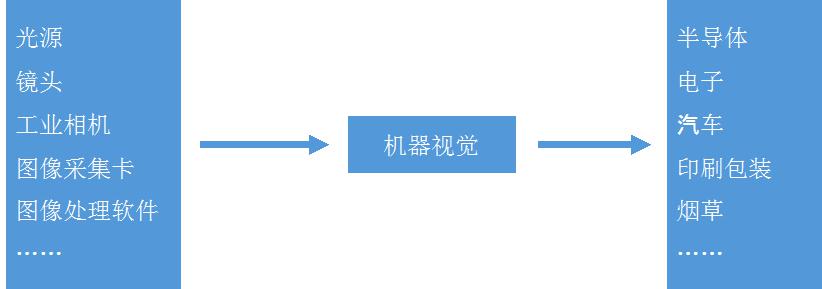
机器视觉行业的上游有光源、镜头、工业相机、图像采集卡、图像处理软件等的提供商;下游市场是半导体和电子制造行业,除此之外,在汽车、印刷包装、烟草、农业、医药和交通等领域也有广泛应用。
图表5 机器视觉产业链上下游
四、机器视觉发展历程
(一)国外机器视觉的发展历程
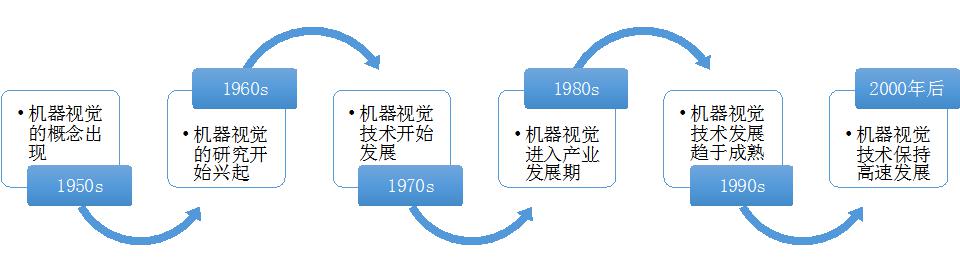
机器视觉的早期研究是从20世纪60年代中期美国学者L.R.罗伯兹关于理解多面体组成的积木世界研究开始的。当时所运用的预处理、边缘检测、轮廓线构成、对象建模、匹配等技术,后来一直在机器视觉中应用。在随后的发展历程中,曾出现过三个关键阶段:
20世纪70年代:CCD图像传感器(摄像机)的出现替代了硅靶摄像,为机器视觉提供了更加可靠清晰的图像;另一方面,机器视觉形成几个重要研究分支,包括目标制导的图像处理、图像处理和分析的并行算法、从二维图像提取三维信息、序列图像分析和运动参量求值、视觉知识的表示、视觉系统的知识库等。
20世纪80年代:CPU、DSP等图像处理硬件技术的飞速进步,为机器视觉飞速发展提供了基础条件。
2000年以来:基于LED光源的任意光场设计使机器视觉在各种行业的应用成为可能,机器视觉技术进入下一个高速发展阶段。
图表6 国外机器视觉技术的主要发展历程
(二)我国机器视觉的发展历程
我国的机器视觉是伴随着中国工业化进程的发展而崛起的,从20世纪90年代末开始起步,经历了启蒙阶段、初步发展阶段和快速发展阶段。
启蒙阶段(20世纪90年代至2003年):中国企业主要通过代理业务对客户进行服务,从了解图像的采集和传输过程、理解图像的品质优劣开始,到初步利用国外视觉软硬件产品搭建简单的机器视觉初级应用系统,开启了中国机器视觉行业的历史历程。在这一阶段,一些对品质有较高要求同时对成本不特别敏感的工业领域成为最早的受益者,例如特种印刷行业(人民币的印刷)、烟草行业等。
初步发展阶段(2004年至2007年):我国的机器视觉企业开始探索自主研发机器视觉的软硬件,同时在机器视觉的多个应用领域取得关键性突破。器件方面,国内企业陆续推出全系列模拟接口和USB2.0接口的相机和采集卡;设备和系统集成方面,机器视觉在电子制造设备中蓬勃发展,如PCB检测、SMT检测等国产设备兴起,填补了国内市场需求。此阶段,机器视觉的应用领域逐渐扩展到汽车、制药包装、棉纺、钢铁等行业中。
高速发展阶段(2008年至今):近十年来,从相机、采集卡、光源、镜头到图像处理软件,数十家机器视觉核心器件研发制造企业陆续涌现。机器视觉在PCB、半导体、太阳能、LCD、烟草、印刷、表面检测、制药包装、汽车等多个行业得到了广泛的应用,最具代表性的是在消费电子制造业中的应用。
当前,中国正逐渐成为世界机器视觉发展最为活跃的地区之一,应用领域几乎涵盖国民经济的各个行业。主要应用领域包括:工业、农业、医药、军事、航天、气象、天文、公安、交通、安全、科研等领域,工业领域是机器视觉应用比例最大的领域。
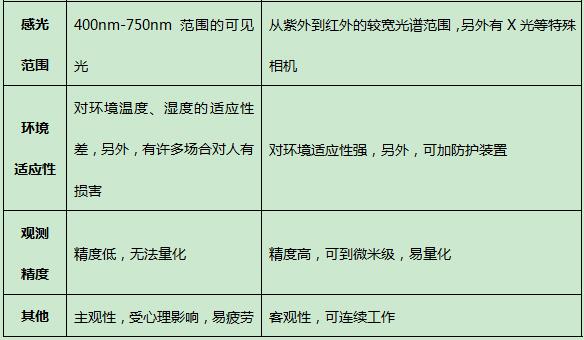
五、机器视觉的核心优势
机器视觉是实现仪器设备精密控制、智能化、自动化的有效途径和实现计算机集成制造的基础技术,是现代工业生产和智能制造的“机器眼睛”。
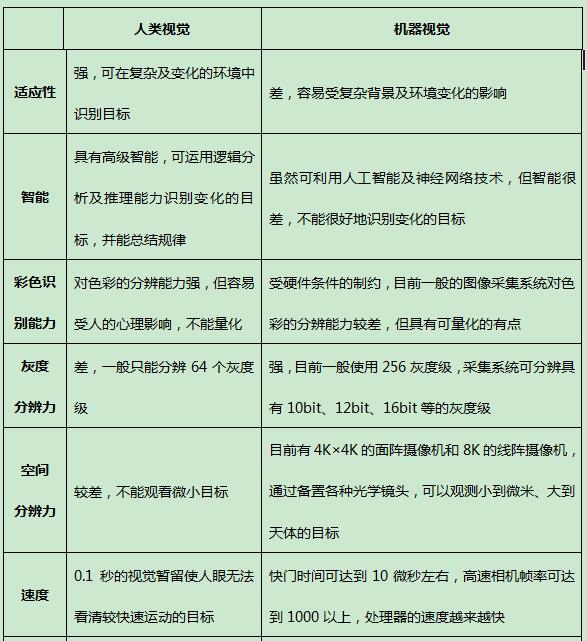
机器视觉自动化设备可以代替人工不知疲倦的进行重复性的工作,且在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,机器视觉可替代人工视觉。
图表7 人类视觉与机器视觉的特点对比
六、机器视觉行业竞争格局
工业4.0战略的展开方向之一就是智能工厂,在这场新变革中,机器人的研制和开发起到了决定性的作用。正如上文中提到,机器视觉的最先应用来自于“机器人”的研制,机器人行业的蓬勃发展也为机器视觉的研制提供了极大的推动力,而机器视觉的发展水平也是工业4.0进程中的重要一环。
在当前的市场环境下,机器视觉的产业的发展前景十分广阔,自动化越来越高的产业体系对机器视觉的需求度日益提高。硬件制作水平的提高和软件研发队伍的壮大也使得机器视觉的识别水平不断提高,完全可以满足工业自动化的要求。
从行业应用来看,电子制造业是拉动需求高速增长的主要因素。一方面,电子制造业的高需求促进了机器视觉市场的扩大和完善;另一方面,机器视觉系统的成熟和应用也加速了各行业的生产力进步,二者相互作用。
从产业区域分布来看,美日的创新水平和产业完整水平最高,其主导地位在短期内难以撼动。而中国也逐渐成为一个新的爆发点,其市场占有额也有追赶美日的趋势。
1、美国康耐视(Cognex Corp)——视觉读码专家
康耐视公司是为制造自动化领域提供视觉系统、视觉软件、视觉传感器和表面检测系统的全球领先提供商。同时也是领先的工业ID读码器提供商。
近年来,康耐视公司在机器视觉的应用方面做出了很大成绩,通过遍布北美、欧洲、日本、亚洲和拉丁美洲的办公室,以及集成与分销合作伙伴全球网络为国际客户提供服务。
在这30余年的发展之路中,康耐视遭遇了各种各样的技术和应用问题,但随着生产水平的不断提升,这家国际机器视觉巨头不断突破难关,打开市场,也完成了一次又一次的商业转型。
2、日本基恩士(Keyence)——机器视觉行业的世界领跑者
基恩士自1974年以来一直稳步成长,现已成为开发与制造传感设备的世界领先者,产品范围包括传感器、测量仪器、视觉系统、激光刻印机以及数码显微镜。不仅能够满足许多制造与研究行业客户现在的需求,而且还能够满足它们将来的需求。
七、机器视觉的技术路径
目前,微软Kinect、英特尔RealSense、Orbbec等3D深度视觉整体解决方案广泛应用在各类消费级产品。随着光学元器件集成度提升、模组方案成本下降以及相关算法不断优化,3D深度视觉技术将进一步渗透到其他工业级应用领域。
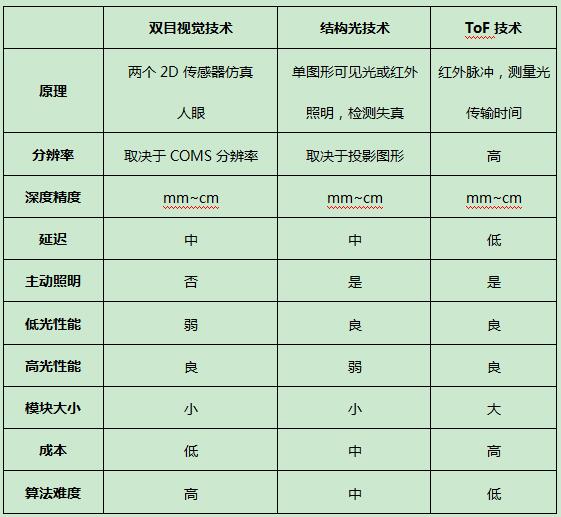
3D深度视觉技术实现路径包括:双目视觉技术、结构光技术、ToF(Time of Flight)技术。
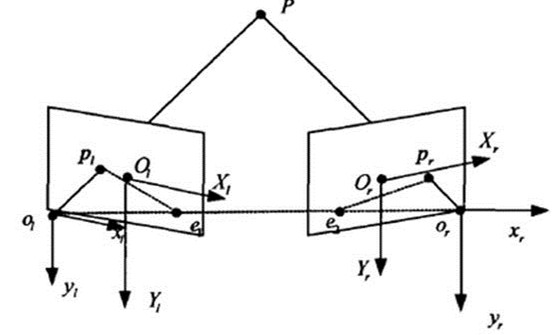
(一)双目视觉技术
双目视觉的基础原理是基于三角测量原理,我们并排放置两个相机,利用投影光学系统可使两个相机视野在所需求的物距发生重叠,通过每个相机拍摄的图片,我们可以捕捉到不同视角的场景。
图表8 双目视觉技术工作示意图
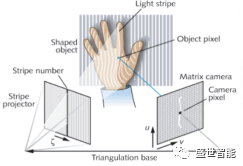
(二)结构光技术
结构光技术是一种主动式光学测量技术,其基本原理是由结构光(有特殊模式的光,比如离散光斑、条纹光、编码结构光等等)投射器向被测物体表面投射可控制的光点、光条或光面结构,并由图像传感器(如摄像机)获得图像,通过系统几何关系,利用三角原理计算得到物体的三维坐标。
图表9 结构光技术工作示意图
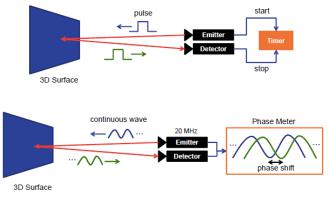
(三)ToF技术
ToF技术就是计算光线飞行的时间,首先让装置发出脉冲光,并且在发射处接收目标物的反射光,由此来测量时间差而计算出目标物的距离,从而创建物体或场景的3D深度图。
图表10 ToF技术工作原理示意图
双目视觉技术是采用两个2D的传感器模拟人眼,而结构光技术和ToF技术都是利用主动光源技术,主动发射红外波段光源,照射场景,再根据反射回的成像来计算深度。
图表11 三种实现3D视觉的技术路径对比